 KOMPLEKSOWY SERWIS PRZEMYSŁOWYKOMPLEKSOWY SERWIS PRZEMYSŁOWY
KOMPLEKSOWY SERWIS PRZEMYSŁOWYKOMPLEKSOWY SERWIS PRZEMYSŁOWYW latach 1950 – 1990 krajowy przemysł wyprodukował na potrzeby rozwijającego się przemysłu wiele suwnic.

fot.: suwnica warsztatowa Q=30/5t, rok budowy 1959
Wraz z rozwojem gospodarczym kraju, rozwojowi podlegał proces myśli technicznej zapisanej w dokumentach normatywnych na podstawie których suwnice były projektowane i wytwarzane. Proces zmian najlepiej pokazuje tendencja w obniżaniu wysokości napięcia w obwodach sterowania suwnic gdzie w pierwszych konstrukcjach układów napędowych suwnic z tego okresu wynosiło ono Us=380V ( aparatura sterownicza rozłączała prądy robocze) a obecnie napięcie to wynosi Us=24V.

fot.: nastawniki dźwigowe z przerywnikami ND15 złączające obwody Us=400V(380V)
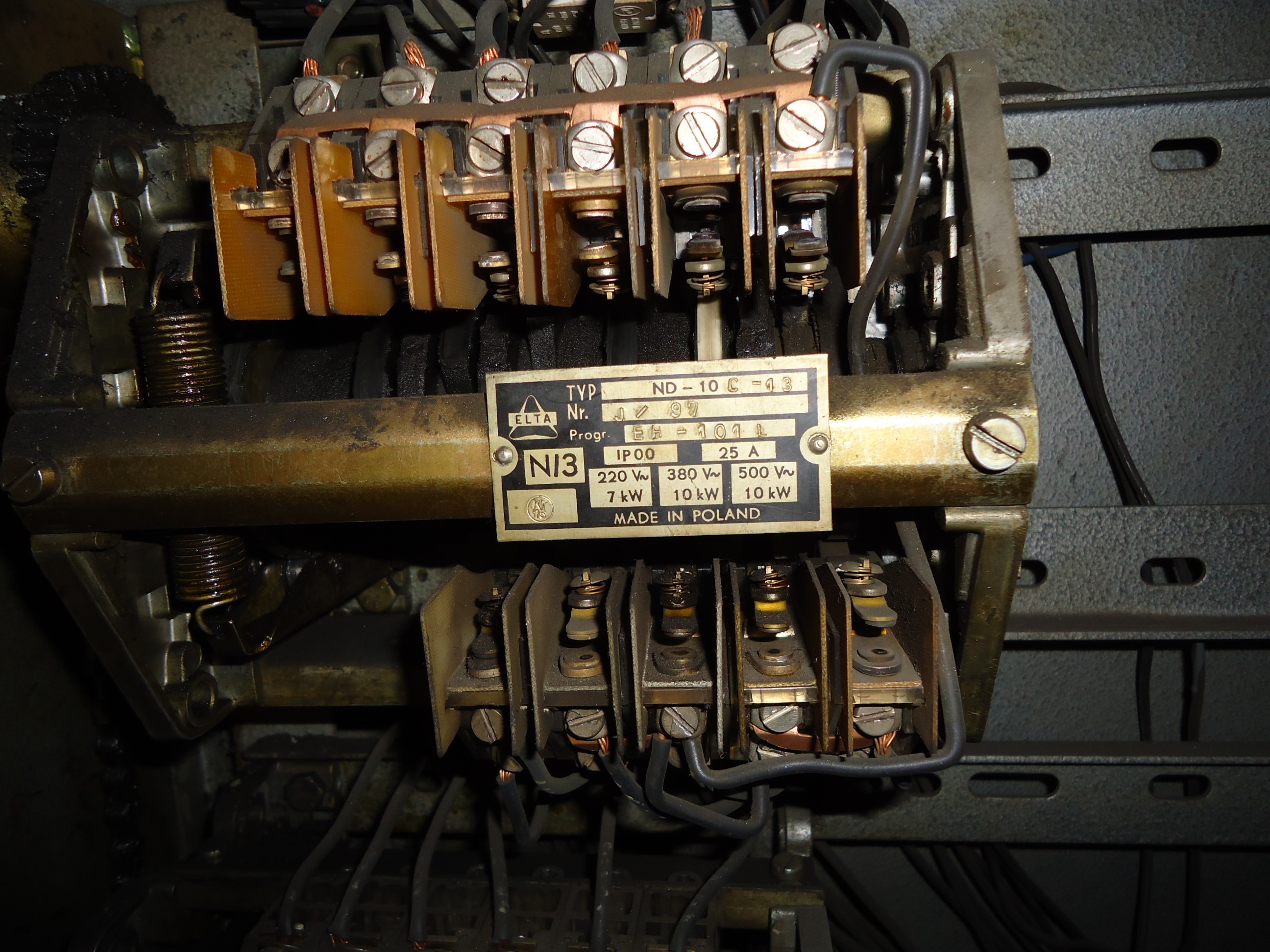
fot.: nastawnik dźwigowy z przerywnikami P12S załączający obwód Us=230V(220V)
Aparaty elektryczne suwnic także uległy procesowi korzystnych zmian od nastawników stykowo – walcowych, które umieszczone były w obwodach napięć bezpośrednio roboczych po obecnie instalowane manipulatory, które pracują w obwodach sterowniczych suwnic o niskim napięciu co jest efektem oddzielenia obwodów wykonawczych od sterowniczych, a w urządzeniem realizującym rozruchi sterowanie elektrycznych silników napędowych jest przekształtnik.
Jedno z klasycznych rozwiązań napędu mechanizmu suwnicy ze względu na ilość wykonanych aplikacji polega na zabudowie układu składającego się asynchronicznego silnika pierścieniowego (jako jednostki wprawiającej w ruch elementy mechaniczne) z włączonym w obwód wirnika rezystorem rozruchowo regulacyjnym. Rozruch wybranego mechanizmu suwnicy (podnoszenie główne, podnoszenie pomocnicze, jazda suwnicy, jazda wciągarki) polegał na podaniu na uzwojenie stojana silnika napięcia o odpowiedniej konfiguracji fazy przy jednoczesnym włączeniu maksymalnej wartości rezystancji opornika rozruchowo-regulacyjnego w obwód wirnika tegoż silnika. W dalszym etapie następowało regulowanie prędkości silnika przez kaskadowe przełączanie rezystancji (zmniejszanie jest wartości).
Pierwotnie proces ten realizowały nastawniki dźwigowe załączające bezpośrednio prądy robocze w obwodach stojana i wirnika silnika napędowego, po tym okresie w układach zaczęły pojawiać się styczniki i przekaźniki jako elementy pośredniczące w procesie sterowania silnikiem napędowym.


fot.: topografia stycznikowo-przekaźnikowa wnętrza klasycznych szaf sterowniczych
Rozruch i regulacja prędkości elektrycznych silników napędowych suwnic w obecnie produkowanych urządzeniach realizowana jest za pomocą przekształtników napięcia. Na początku lat dziewięćdziesiątych instalowano przekształtniki pracujące w prostym układzie regulacji napięcia w funkcji jego częstotliwości tzw. U/f. Obecnie stosuje się bardziej zaawansowaną technologię przekształtników pracujących ze stałym wektorem pola magnetycznego – tzw. sterowanie wektorowe.
Urządzenia przekształtnikowe przez zastosowanie mikroprocesorów programowalnych oraz tranzystorów IGBT, pozwalają na płynną regulację prędkości silników napędowych wraz z ciągłą kontrolą parametrów pracy silnika w pętli sprzężenia zwrotnego. Ponadto do odpowiednich zacisków przekształtnika podawane są sygnały kontrolujące inne urządzenia wchodzące w skład układu napędowego suwnicy takie jak: termistory informujące o ilości ciepła w uzwojeniach silnika napędowego, stan pracy hamulca mechanicznego, stan pracy rezystora zamieniającego energię elektryczną wynikającą z procesów hamowania na energię cieplną, informację z czujników tensometrycznych systemu ogranicznika udźwigu. Informacje te po przetworzeniu przez system informatyczny przekształtnika realizują bezpieczna pracę mechanizmu suwnicy.
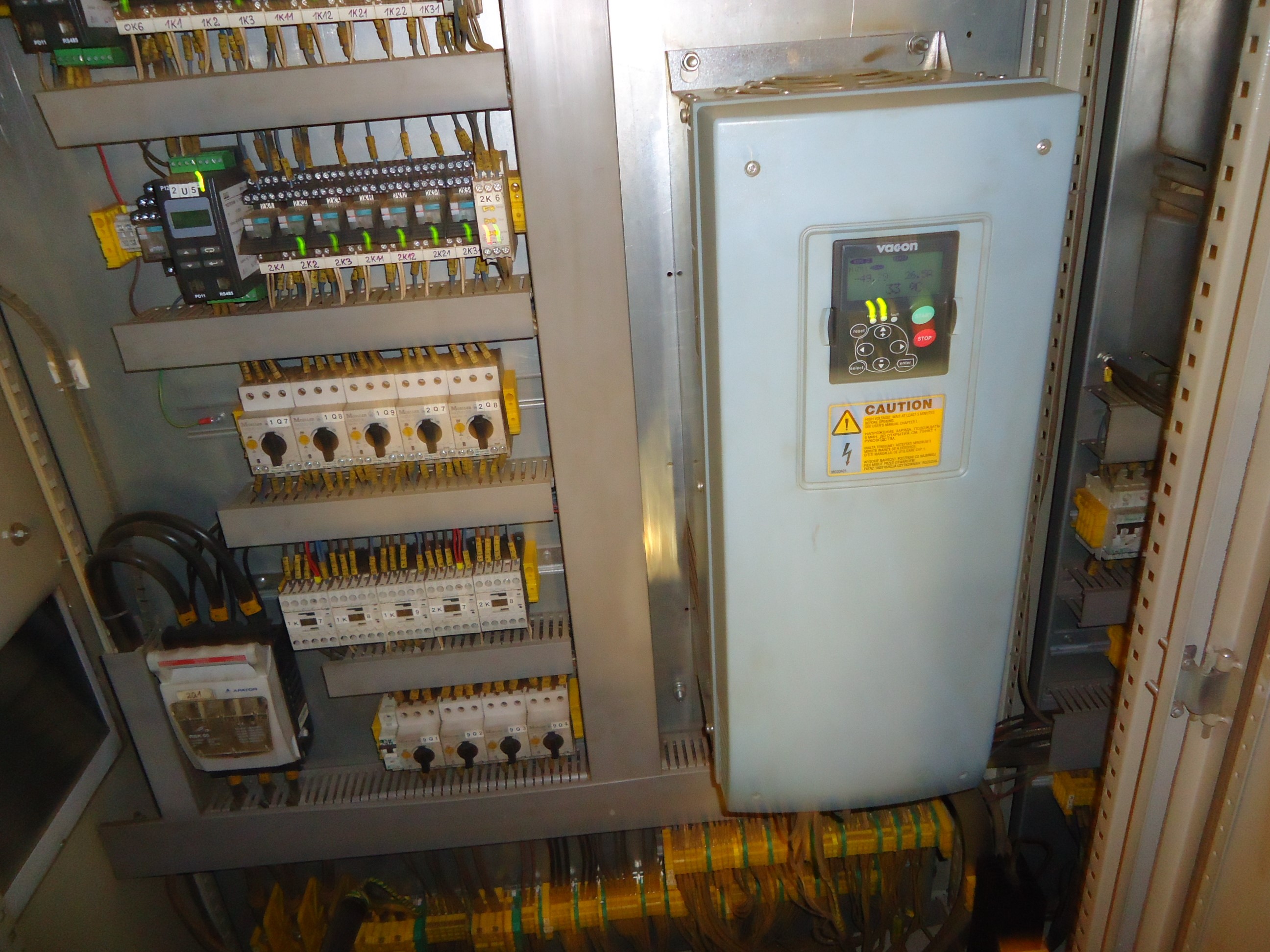

fot.: falowniki zainstalowane w szafach sterowniczych suwnicy
Realizację ruchu poszczególnych mechanizmów suwnicy zapewnia odpowiednia konstrukcja układów kinematycznych w skład których wchodzą : silnik napędowy wraz z układem sprzęgieł, bębny hamulcowe, przekładnie redukujące wraz z układem sprzęgieł , sprzęgła bębnów linowych (w układach podnoszenia), wałki transmisyjne z układem sprzęgieł (w układach jazdy), koła napędzane i wolne (w układach jazdy), krążki linowe (w układach podnoszenia), liny (w układach podnoszenia), zblocza hakowe (w układach podnoszenia).
Większość wymienionych elementów układu kinematycznego suwnicy wykonana jest z części maszyn takich jak: koła zębate, tuleje zębate, łożyska, wałki, sprzęgła, sworznie itp. Z technologii części maszyn wynika, że elementy biorące udział w transmisji ruchu obrotowego muszą być zamocowane w obudowach z odpowiednią wartością luzu. Klasyczne układy stycznikowo – przekaźnikowe przez skokową realizację rozruchu i regulacji prędkości obrotowej elektrycznych silników napędowych powodują gwałtowne wybieranie tych luzów powodując zużycie części maszyn. W wyniku normalnej eksploatacji suwnic elementy mechaniczne podlegają procesowi zużycia, które generuje konieczność realizacji remontów w trakcie których zużyte podzespoły są regenerowane lub wymieniane.

fot.: zużycie sprzęgła zębatego – ubytek 30% pierwotnej grubości zęba

fot.: zużycie wkładki sztywnej sprzęgła Olhama – luz 9mm
W układach napędowych mechanizmów jazdy suwnicy załączenie silnika na wybrany kierunek wirowania powoduje szybkie podanie momentu obrotowego z walka silnika na przekładnię redukującą a z niej na koła pędne. Mimo włączonej całkowitej rezystancji w obwodzie wirnika silnika pierścieniowego oczywiście prawidłowo wyliczonej przez konstruktora suwnicy następuje charakterystyczne szarpnięcie w momencie rozpoczęcia ruchu mechanizmu. Suwnice o udźwigu większym niż 50T przeważnie były budowane jako dwudźwigarowe o specjalnej konstrukcji, które w czołownicach miały zabudowane koła jezdne. Dźwigary spięte są za pomocą łączników zaopatrzonych w przelotowe otwory przez które prowadzone są sworznie przechodzące przez poprzeczne przekroje blachownic dźwigarów oraz łącznika. Przeważnie z czterech lub ośmiu kół jezdnych suwnicy tylko dwa były napędzane. Taka realizacja sposobu napędzania powoduje że na sworznie spinające działają siły tnące ponieważ w trakcie jazdy w jednym kierunku dźwigary są ściskane a w trakcie jazdy w drugim kierunku są rozciągane.

fot.: sworzeń spinający dźwigary suwnicy Q=80/20t luz sworznia w gnieździe 4mm

fot.: suw.Q=80/20t prawy łącznik dźwigarów
Dodatkowo na wartość tych sił ma istotny wpływ stan geometrii torowiska oraz geometrii osadzenia kół w zamkach czołownic. W efekcie opisanych zjawisk sworznie i otwory z biegiem okresu eksploatacji ulegają zużyciu. Ponadto zużyciu ulegają: zęby sprzęgieł zębatych i kół zębatych przekładni redukujących, połączenia wpustowe sprzęgieł i bębnów hamulcowych, powierzchnie cierne bębnów hamulcowych, wkładki sprzęgieł Oldhama, łożyska toczne i ślizgowe i wiele innych elementów mechanicznych. Ponadto same elektryczne aparaty wykonawcze (styczniki, przekaźniki, przerywniki itp.) wymagają okresowej wymiany wynikającej z wykonania określonej przez ich producentów liczby łączeń.

fot.: degradacja lewego obrzeża koła jazdy suwnicy

fot.: degradacja torowiska suwnicy
W celu uniknięcia powyższych niekorzystnych zjawisk należy wcześniej wykonane suwnice modernizować przez instalację przekształtników do rozruchu i regulacji prędkości obrotowej silników napędowych mechanizmów suwnic. Przez bezstopniowy, płynny rozruch unikamy obciążeń dynamicznie zmiennych powodując łagodne wybieranie luzu na mechanicznych elementach układu kinematycznego suwnic wydłużając w sposób znakomity żywotność tych elementów. Ponadto taka realizacja rozruchu w mechanizmie jazdy suwnicy skutkuje pozytywnie na torowisko suwnicy oraz minimalizuje proces zużywania się bieżni i obrzeży kół suwnicy.
Nic nie stoi na przeszkodzie by stare suwnice modernizować w kierunku instalacji przekształtników napięcia do celu rozruchu i sterowania prędkością elektrycznych silników napędowych poszczególnych mechanizmów suwnic. Takie postępowanie powoduje konkretne wyniki ekonomiczne dla użytkowników w postaci:
inż. Krzysztof Dobrzyniecki | Kierownik sekcji techniki i zaopatrzenia
Partner Serwis Sp. z o.o. | Oddział w Elblągu
Jarosław Chmurak
Kierownik Działu Serwisu i Modernizacji Dźwignic
605440167jaroslaw.chmurak@grupapartner.pl
Arkadiusz Stępkowski
Dyrektor Centrum Serwisowego w Elblągu
605 051 650arkadiusz.stepkowski@grupapartner.pl
Piotr Nowak
Kierownik Oddziału Serwisu w Olsztynie
605 254 733piotr.nowak@grupapartner.pl